

涂装车间是一个较复杂的生产系统,工艺平面布置是该复杂系统中各种矛盾的具体体现。包括工艺与设备,生产计划与实施,平面与主体、物流与人流、投资与面积、现在与将来,土建与公用各专业的众多复杂因素。 因此,应...
电泳生产线设计任务书包括哪些内容
设计任务书也称为初步设计。编制设计任务书,是进行基本建设的基础和进行设计的依据。坚持必要的基本建设程序,是保证基建工程顺利进行的重要条件。设计任务书是一项指令性文件,大中型的建设项目,都必须具有经过批...
电泳涂装生产线设计可行性研究报告的内容
可行性研究是在已经批准的项目建议书的基础上进一步对该项目进行调查研究,对可行性做出较为切合实际的结论。可行性研究报告应包括以下主要内容。①总说明 包括:项目名称;项目的主办单位及负责人,可行性研究工作...
电泳涂装生产设计项目建议书
涂装车间建设项目的提出和确定过程是至关重要的,应根据企业的整体发展进行规划,这是前期工作一个主要依据。凡是在规划中的建设项目,都要提出项目建议书,它是工厂企业根据发展规划,对项目做发展总轮廓的说明。项...
涂装车间设计的意义
设计工作是车间基本建设或技术改造前的规划性工作。做好设计工作,对工厂的生产有 极其重要的意义。设计工作必须符合生产建设的需要,必须切合实际,技术上应力求先进,经济上应力求合理,必须全面体现多快好省的要...
电泳和喷漆的区别
电泳和喷漆是两种不同的涂装工艺,它们在工艺、设备和投资等方面有很多的区别。 工艺区别: 电泳涂装是一种通过电化学反应来将涂料涂覆在物体表面上的工艺。通常来说,物体通过电极极性的变化达到涂料的密封、防腐...
什么是阴极电泳涂装
阴极电泳涂装是一种先将物体表面带电,然后通过将带有涂料的电解液加入涂装槽中,将带有涂料的离子迁移到带负电场的物体表面进行涂装。阴极电泳涂装通常用于金属表面的涂装。 阴极电泳涂装与阳极电泳涂装有什么区别...
电泳工艺流程及详解
电泳,是一种利用直流电场将有机或无机的颗粒状物质(如树脂、沉淀物、纳米粒子等)从液体悬浮液界面移动到电极表面上的技术。电泳涂装,即将带电颗粒物质通过电泳移动,沉积在被涂物表面上,形成一层均匀而致密的涂...
电泳涂装与其他涂装方法的区别
电泳涂装:(electro-deposition) 电泳涂装是把工件和对应的电极放入水溶性涂料中,接上电源后,依靠电场所产生的物理化学作用,使涂料中的树脂、颜填料在以被涂物为电极的表面上均匀析出沉积形...
 电泳工艺
电泳工艺
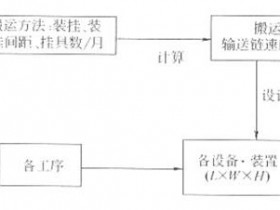
电泳涂装工艺设计的一般内容
电泳涂装之前,都需要制定科学的工艺,以达到电泳涂装的要求。 电泳涂装工艺设计的具体工作内容如下: 确定被涂物的搬运方式,生产节拍和输送速度 按被涂物的尺寸,结构,形状,材质等以及适应涂装工艺要求确定被...
